Product Handling Equipment
Our superb range of handling equipment can transfer many products over simple or complex distances. We offer a whole host of alternatives for the client, protecting the product and ensuring the throughputs are achieved in balance to the up and down stream production line demands.



Product Handling - Transfer Range





Bag Handling Loading and Unloading






Other Production Options can include...


.png?noresize&width=173&height=200&name=storeveyor-1%20(1).png)

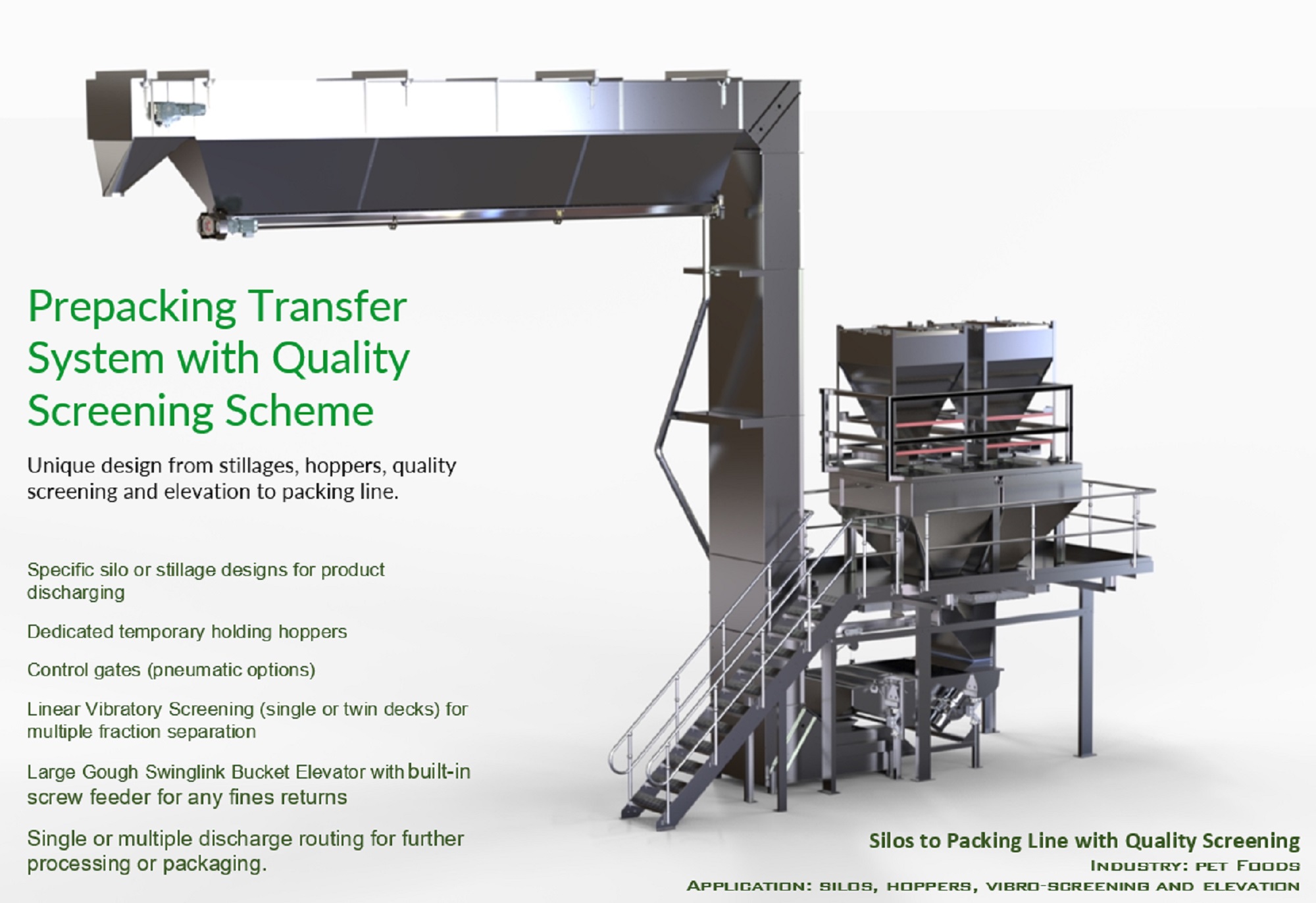
Types of transfer machinery
Gough Engineering provide a complete selection of product handling machinery.
These include different methods in moving material, some protecting fragile product material, others simply moving by vibration, others by changing the environment using vacuum.
Whatever the application, Gough Engineering always will review the different solutions and provide guidance for your satisfaction.
