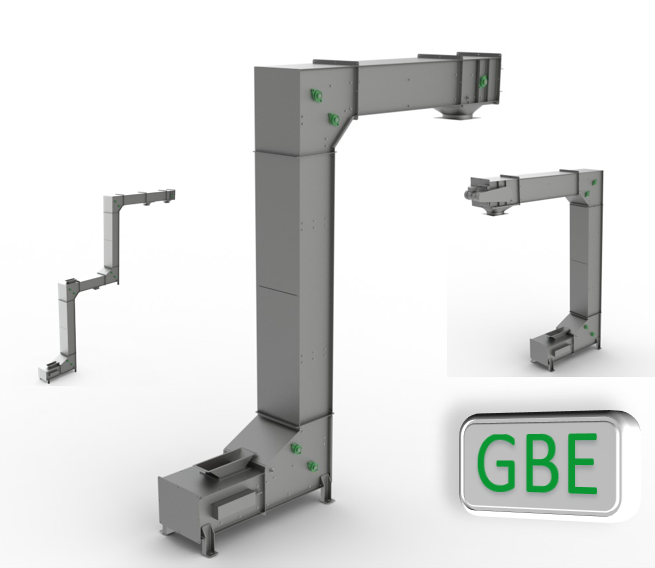
Industrial bucket elevators
Bucket elevators transfer product simply and reliably with minimal footprint area. Gough’s Swinglink® elevator systems use a continuous line of swinging pendulum buckets to transfer large volumes of product. You can arrange the systems in many different layouts to deliver product where you need it — delivering free flowing material from one location to another, with no product degradation.
Introduction
The Gentle Handling Solution
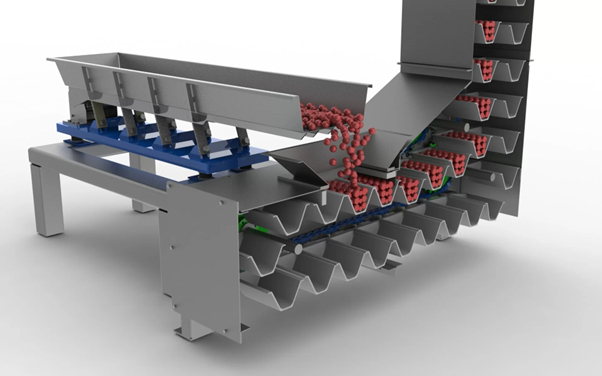
The Gough Swinglink® Bucket Elevators use a patented design to move products in open buckets from one point to another.
Product is static in the bottom of the bucket throughout the process, which removes the possibility of damage during travel. A line of buckets moves past a spot where workers add product, and the workers fill each bucket partially. Two chains move the buckets through the bucket circuit.
We also supply bucket conveyors, a horizontal version with no vertical sections.


How it works...
Key advantages of the Swinglink Elevator

Enhancements...






Flipbook for sieves

Flipbook for Transfer Systems

Q & A
Here are a few questions and answers and we are always available to call and discuss you application specifics.

How is a bucket elevator driven?
The Swinglink bucket elevator can be driven using one, efficient motor. The superb design used over decades by our customers, use sprockets and chains to pull the buckets through the configuration design.
How do the bucket tip?
You can have a single end-over tipping arrangement where the product falls out of the bucket rotating around the final sprocket. Or pneumatic tips can be controlled for multiple discharge points.
What parts are available?
All Gough Swinglink elevator parts are available, where bucket stocks are kept and managed at Gough Engineering for fast response if you have any breakages.
Can I have Gough service the elevator?
Gough Engineering provide all types of servicing services to our customers. From simple health checks, to full modifications servicing and component replacements. All these can be prioritised according to your production maintenance schedules and we will work with you for minimal disruption.
Can I modify an elevator?
Modification can be made such as reducing or extending elevator sections. This would mean altering the chain lengths, but modifications are reviews and assessed to guide you all the way to resolve any future additional requirements in the elevator design to meet your demands.
Are there option on material construction?
Yes, we can accommodate and supply the elevator with powder coated panels and framework. Or other options include, stainless-steel 304, Makrolon panels, wire mesh panels and many more options.