Many of us have fond childhood memories of looking after a pet rabbit or guinea pig and today for many of our children it is no different. Supporting their pet’s dietary needs is a vast multi-million-pound global industry and at the forefront of this industry is our UK based client.
They produce a large range of small animal feeds and supported by veterinary experts supply supplementary foodstuffs with a healthy and nutritionally balanced natural content. They have designed and developed many market-leading formulas for the dietary needs of small pets, also giving clear guidelines to ensure that your pet has the best possible care and happy life.
The Task
Already equipped with long-serving Gough bucket elevators within their production facility it was almost second nature to call upon our services again to solve an on-going problem that they were experiencing.
Dry pellet type pet food is being discharged from a large internal storage hopper at a controlled rate using a Gough vibratory linear screener. Broken or undersize product is discharged into a reject collection bin whilst ‘good’ product is fed onto a 1000mm wide inclined flighted belt conveyor. Once at height product falls into a receiving hopper mounted above a bagging station. This receiving hopper has high- and low-level control which in turn stops and starts the infeed conveyor.
Due to the shape of the product, it has a tendency to roll and form a mound of product around the flights as the conveyor inclines upward. This also leads to product traveling to the edges of the belt, which have no containment and falling off on to the floor and surrounding area. This not only produces a lot of costly waste product but it also creates a health and safety hazard within the area.
The conveyor, being very old, also required frequent belt repairs and servicing and took up a lot of valuable space within an already restricted production area. Clean down of the conveyor during product changeover had also become a time-consuming chore eating into valuable production time.
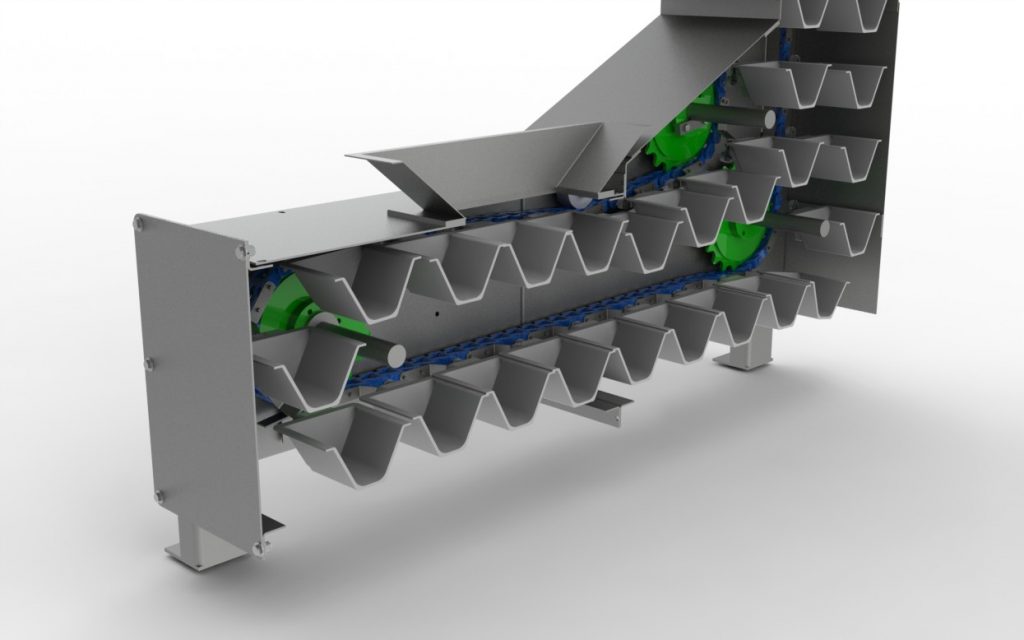
The Solution
Gough were approached and asked to engineer a solution utilising their existing storage bin and vibratory screener setup.
As part of the contract, the existing belt conveyor was dismantled and disposed of and a Gough Swinglink 9” M bucket elevator was installed in its place. Control was added to allow the unit to stop and start as required by the bin level sensors. An ‘anti-runback’ devise was fitted to ensure that during transition the weight within the buckets did not overcome the drive system once stationary.
The bucket elevator provided our client with everything they required and after many months of production have eliminated spillage and have seen a marked increase in production output due to ease of clean down and product change over. Reduced power consumption has decreased costs further and better control of material entering the receiving hopper has increased efficiency within the bagging process.