Protein Extraction
At Gough Engineering, we specialise in delivering advanced material handling solutions to meet the growing demand for efficient and reliable protein extraction processes. Whether handling fine powders or separating plant-based and animal-derived proteins, our equipment is designed to maintain product quality while maximising operational efficiency. Our bulk material handling systems provide seamless integration across a range of industries, from food processing industries and food production and beverage to nutrition and pharmaceuticals.

Custom designed ...
Our expertise in custom-engineered equipment allows us to create tailored solutions for every stage of protein extraction. From conveying powders to sieving and separating materials, we provide high quality, high-performance equipment designed to ensure precision, reduce downtime, and minimise contamination risks.
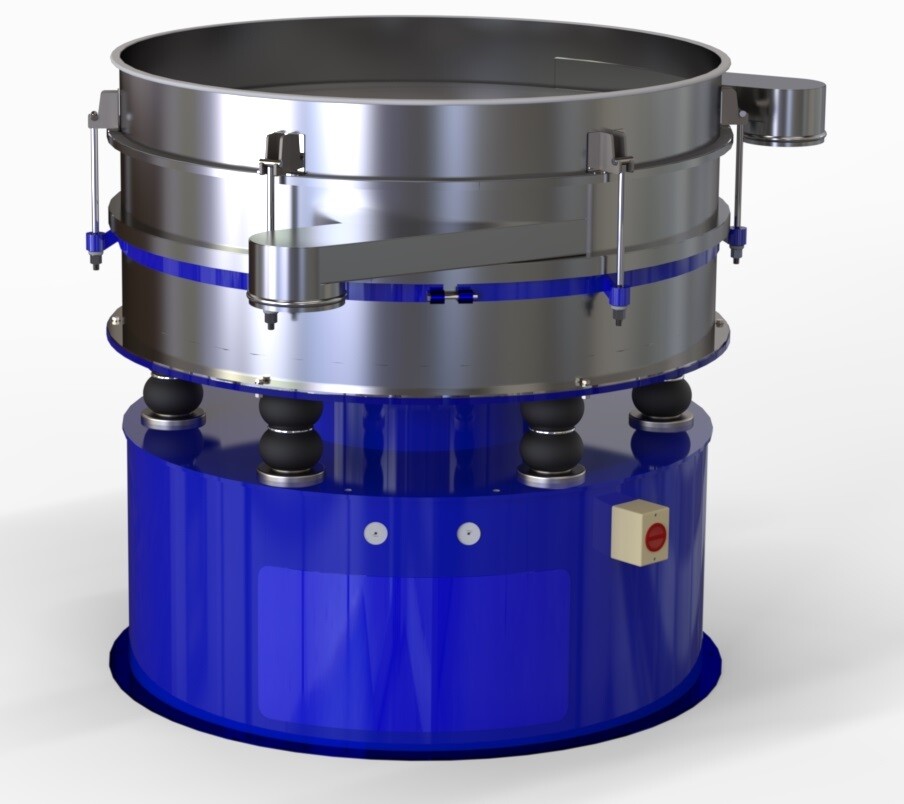
Our solutions include everything from bucket elevators, vibrating feeders, aero-mechanical conveying, vacuum transfer systems, to circular vibrating sieves or separators to linear machines that are ideal for handling protein powders.

Key Features