Bucket Conveyor
Guaranteeing gentle and secure handling, bucket conveyors are a versatile and low-maintenance alternative to conventional belt conveying and elevating systems. They are a version of a bucket elevator - but just a straight run of bucket normally in the horizontal plane.

Introduction
Horizontal Bucket Conveying
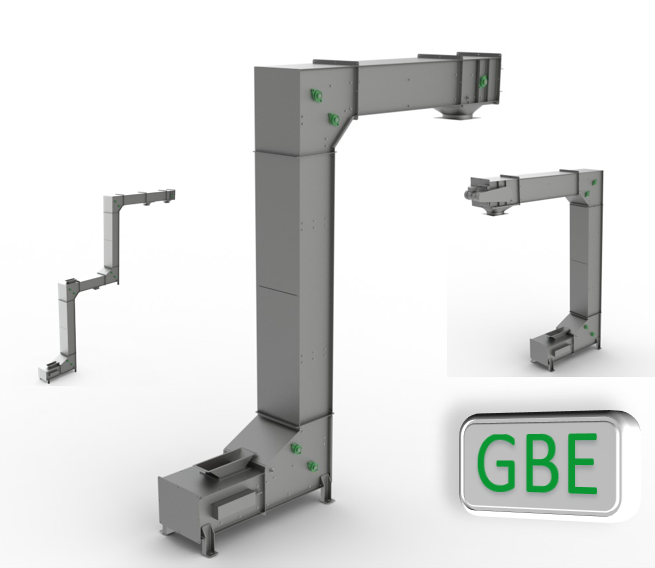
Along with a standard elevator arrangement; pendulum bucket systems can be setup to provide a conveying function.
Like bucket elevators, bucket conveyors offer secure product handling around busy facilities, but are more focussed on moving product horizontally than vertically.
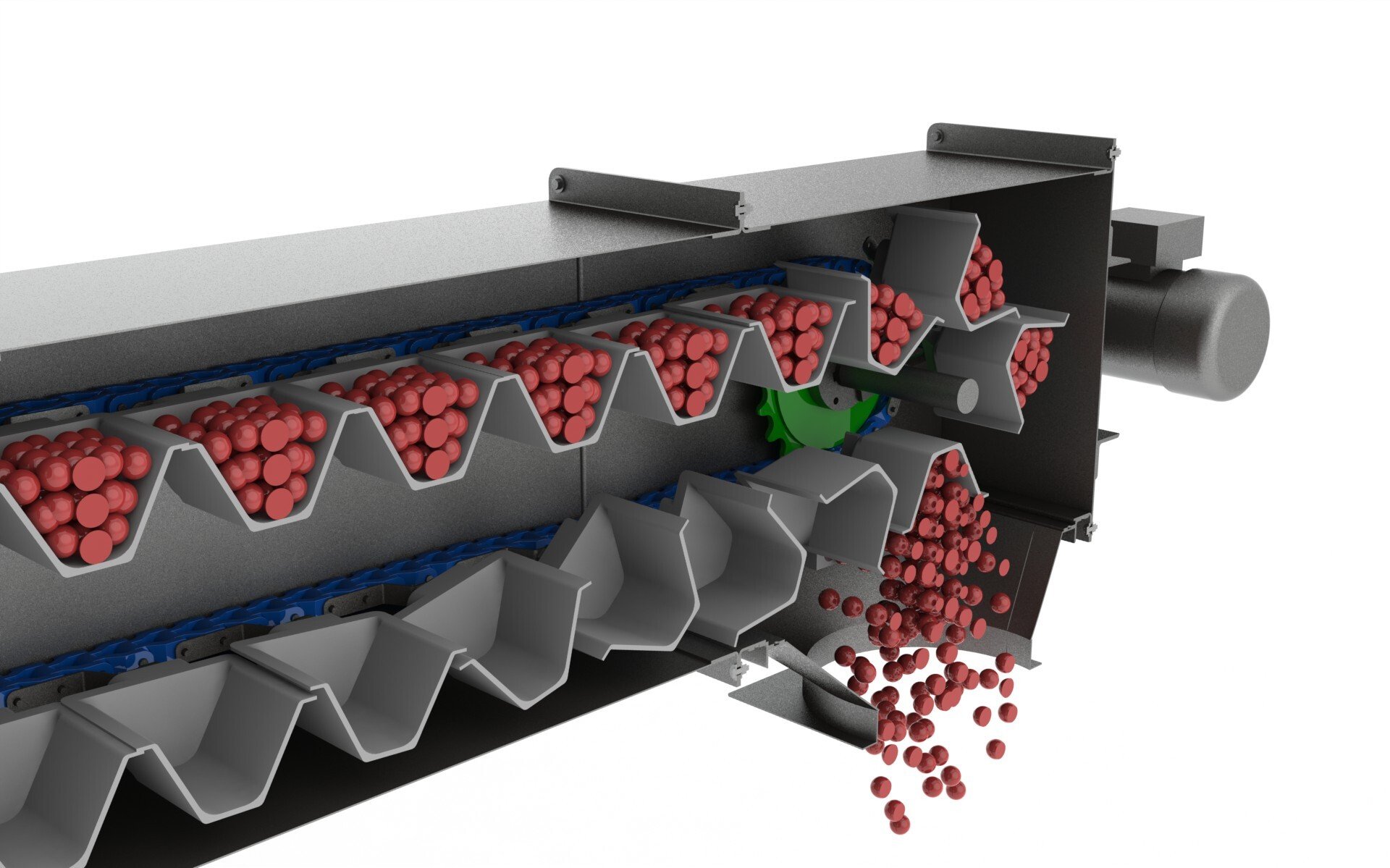
The bucket conveyor presents a continuous row of overlapping buckets at the inlets, and allows for single or multiple selective discharge stations so the system can be used to either split or recombine production lines.
The system is available in a range of specifications to suit the application.

Design
Key advantages

Q & A
Here are a few questions and answers and we are always available to call and discuss you application specifics.

Can a horizontal bucket conveyor work on its own without a vertical section?
How is the conveyor driven
A single energy efficient motor is designed to pull the chain and bucket through the system.